老工人——焊接鼠籠式轉子操作要領的體會
焊接是電機生產加工中的一項關鍵加工技術。工藝參數的合理性和操作過程的標準化對電機性能影響很大,尤其是焊接鼠籠式轉子。女士整理了經驗豐富的操作人員的操作要領與大家分享。

焊接簡介
焊接,也稱為焊接和焊接,是一種通過加熱、高溫或高壓將金屬或其他熱塑性材料如塑料連接起來的制造工藝和技術。焊接通過以下方式達到連接的目的。
熔焊
待接合的工件被加熱以局部熔化以形成熔池,該熔池在冷卻和凝固后被接合。如有必要,可以添加填充物來輔助。適用于各種金屬和合金的無壓焊接。
壓焊
焊接過程必須對被焊接件施加壓力,屬于各種金屬材料和某些金屬材料的加工。
釬焊
采用熔點低于母材的金屬材料作為釬料,用液態釬料潤濕母材,填充接頭間隙,與母材擴散,實現連接焊件。適用于各種材料的焊接,以及不同金屬或異種材料的焊接。

現代焊接的能量來源很多,包括氣體火焰、電弧、激光、電子束、摩擦和超聲波等。除了在工廠使用,焊接還可以在各種環境下進行,如室外、水下和太空。無論在哪里,焊接都可能給操作人員帶來危險,因此焊接時必須采取適當的保護措施。焊接可能對人體造成傷害,包括燒傷、觸電、視力障礙、吸入有毒氣體、紫外線輻射過量等。
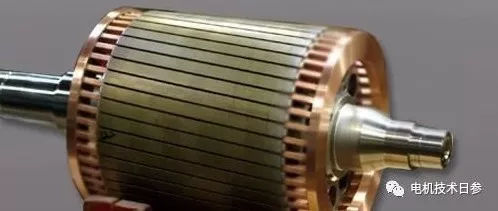
鼠籠式轉子焊接操作要點
打入籠條時,不能敲“毛”或彎曲,轉子端環和籠條的裝配間隙,一般為0.1~0.2毫米。端環和保持架條之間的配合間隙很大程度上決定了焊縫的致密性和強度。如果縫隙太小,就很難組裝。接觸不均勻會阻礙焊料的流入。如果間隙過大,會破壞焊縫的毛細作用,使焊料無法填充間隙,可能造成大量的焊料流失。
籠條穿入鐵芯時受到彎曲應力,這是今后斷條的重要原因。在驅動籠條時,應特別注意不要使它們“反彈”,以免組裝牢固。

銅及銅合金導熱性強,端環尺寸較厚且較大,應選用較大的焊嘴,并采用中性火焰的外焰加熱。火焰應指向導熱性強的銅端環。為了保證加熱均勻,焊槍應不斷移動。
操作時應小心不要熔化零件。將待焊工件加熱至500左右(目測為暗紅色),將熱焊頭浸入硼砂中,加入被焊部位。繼續加熱到700以上(深櫻桃紅),使焊料接觸焊點使焊料熔化。由于毛細作用,焊料被吸入間隙,工件在下方被火焰烘烤,使焊料流過整個間隙。當焊料露出下面時,將火焰移開,稍冷后加入一些焊料,使焊縫表面光滑,上下形成一個完整的圓根部。
焊接起動繞組的黃銅籠條時,不可能用焊槍加熱黃銅棒,因為黃銅在短時間內由固態變為液態,不像紫銅有塑性過渡,不注意黃銅棒容易燒壞。黃銅中鋅的沸點較低(906),在焊接過程中容易蒸發,導致空氣中出現白煙狀的氧化鋅。鋅的燒損不僅降低了接頭的機械強度和耐腐蝕性能,還會造成電焊工被氧化鋅煙嚴重慢性中毒。因此,焊接時不要燒傷黃銅棒。

應采取各種措施降低焊接應力,如采用多焊槍焊接、注意焊接順序、預熱芯、籠條和端環以降低溫差等。焊接應盡快進行,以免端環過熱,減少鼠籠變形,避免l